1. Wał bananowy- podstawowe zasady stosowania
Bardzo często, podczas wizyt w firmach produkcyjnych, spotykamy się z maszynami wyposażonymi w wały bananowe. Są to zwykle firmy, które zajmują się szeroko pojętym przetwórstwem papieru, folii, włóknin, czy laminatów. Wały zwykle są oryginalnie zamontowane i dostarczone przez producentów maszyn, ale, co ostatnio zauważyliśmy coraz częściej montowane są przez np. Działy Utrzymania Ruchu czy w przypadku mniejszych firm przez Właścicieli.
Niestety, powszechnym problemem jest nieznajomość technicznych reguł dotyczących stosowania wałów bananowych. Problem ten dotyczy nie tylko próby samodzielnego umiejscowienia wału w maszynie, ale również spotykamy go przy nowych urządzeniach. Czy to znaczy, że producenci maszyn nie wiedzą jak je stosować? Nie! Oznacza to, że bardzo duży wpływ na prawidłowy dobór oraz umiejscowienie wału bananowego ma nie tylko rodzaj obrabianego materiału ale również parametry procesu.
Poniżej kilka podstawowych reguł, które wpływają na lepsze wykorzystanie wału bananowego lub nawet determinują jego prawidłową pracę:
- Przewijany materiał MUSI być naprężony, tj. nie mogą występować zwisy, które powodują nierównomierne „wchodzenie” materiału na wał bananowy. Proces produkcyjny musi być tak zaprojektowany, że nawet w czasie pracy nieciągłej (sekwencyjnej) materiał nie może się luzować w obszarze współpracy z wałem bananowym.
- Przewijany materiał powinien „wchodzić” na wał bananowy od strony wklęsłej a „wychodzić” od wypukłej.
Brzmi to dość niejasno? Jeżeli spojrzymy na poniższy schemat pokazujący przebieg materiału na wale bananowym punkt ten będzie bardziej zrozumiały. Reguła ta wynika z podstawowej zasady działania wału bananowego, tj. dążeniu przewijanego materiału do każdorazowego ustawienia się prostopadle do rolki na którą wchodzi. - Korpus wału bananowego musi być szerszy niż przewijany materiał. Minimalna, zalecana różnica szerokości między przewijanym materiałem a korpusem wału bananowego powinna wynosić 100mm.
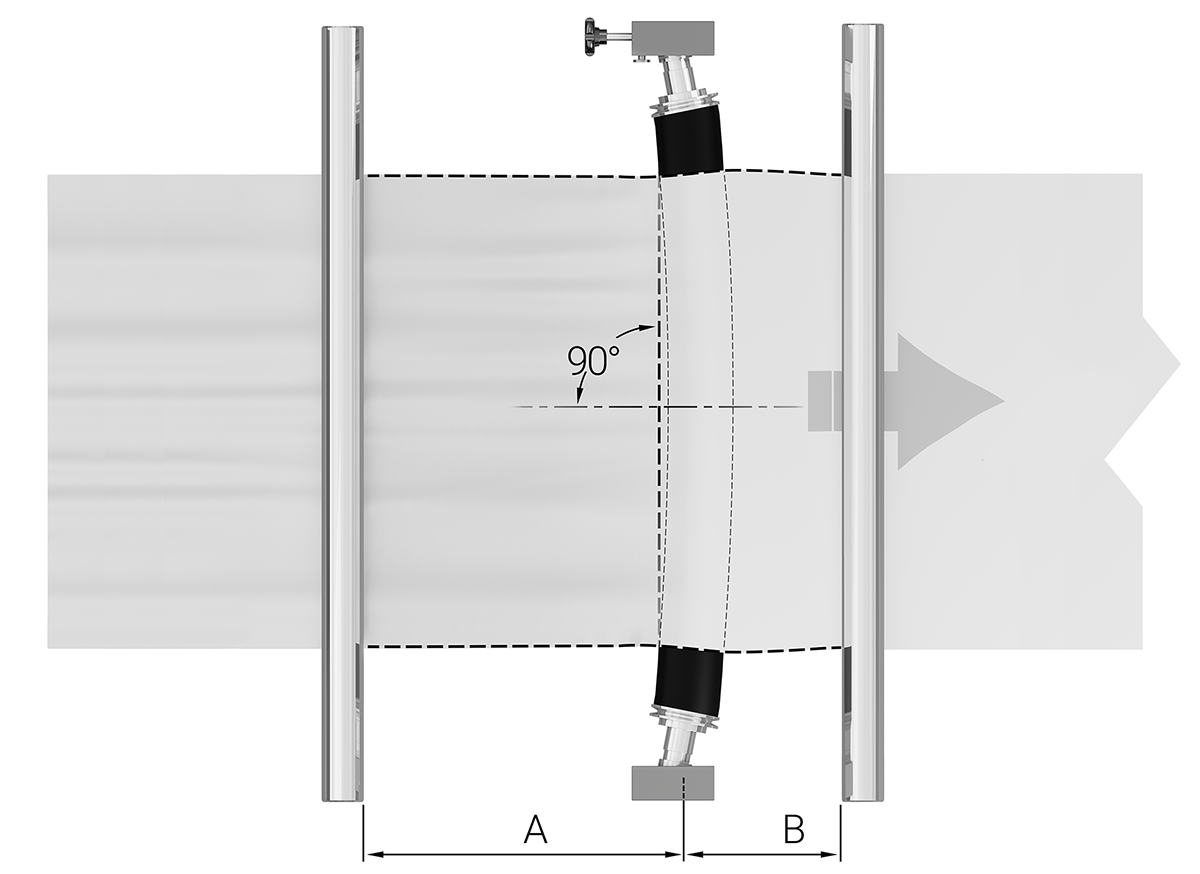
- Zalecana geometria umiejscowienia wału bananowego względem rolki wejściowej i wyjściowej powinna wynosić:
- odległość „A”, czyli odległość między rolką prowadzącą wejściową a płaszczyzną wału bananowego powinna mieścić się w przedziale od 4 do 8 średnic wału bananowego.
- odległość „B”, czyli odległość między rolką prowadzącą wyjściową a płaszczyzną wału bananowego powinna być dwukrotnie mniejsza od wymiaru „A”. Powinna mieścić się w przedziale od 2 do 3 średnic wału bananowego.
<B = większe rozprowadzenie materiału na boki
- Prawidłowe położenie względem przewijanego materiału. Jeden z najczęściej spotykanych błędów. Należy tak przymocować wał bananowy aby jego położenie nie było „przekrzywione” pionowo lub poziomo względem przewijanego materiału. Wał musi być wycentrowany względem środka wstęgi. Nieprawidłowo zamocowany wał bananowy w znacznie gorszym stopniu rozprowadza zmarszczenia, ale również może przyczyniać się do ich zwiększenia. Złe zamocowanie wału powoduje nierównomierne oraz szybsze zużycie się okładziny gumowej.
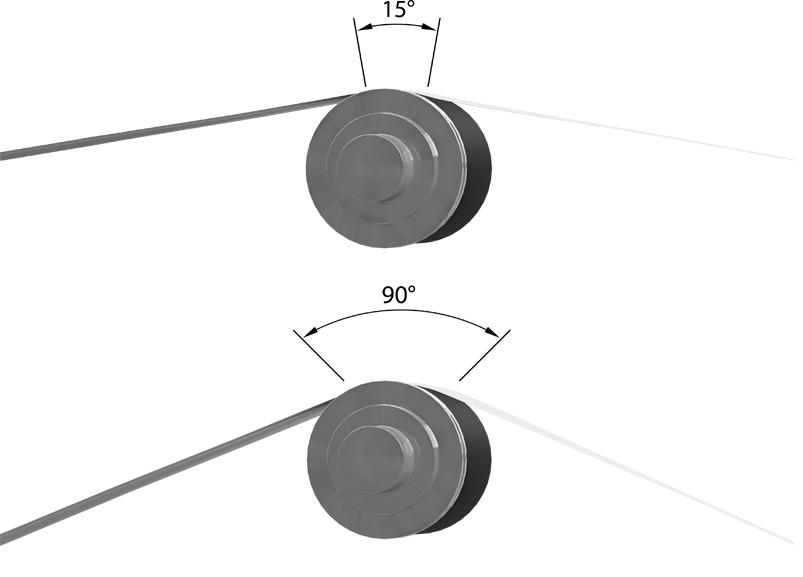
- Zalecany kąt opasania materiału na wale bananowym powinien się mieścić się w przedziale od 15˚ do 90˚. Jest to zakres orientacyjny, który uzależniony jest od rodzaju procesu, prędkości pracy oraz gramatury materiału. Przyjmuje się, że zalecany kąt opasania dla papieru wynosi 15˚÷30˚, dla folii w zależności od grubości 45˚÷90˚ (im cieńsza folia tym większy kąt opasania) oraz dla przemysłu włókienniczego 45˚÷60˚.
2. Wał bananowy- istotne parametry
Wał bananowy, jak wskazuje jego nazwa, jest to wał, którego oś nie jest symetryczna- ma kształt „banana”, tj. jest wygięta. Występuje kilka jego wersji- najczęściej spotykana to wersja ze stałym kątem ugięcia i pokryciem na bazie kauczuku. Jego mocniejszą wersją, spotykaną często w przemyśle papierniczym, jest wersja ze stalowymi segmentami zamiast jednolitej powierzchni gumowej.
1. Rodzaj pokrycia wału bananowego
Przy doborze wału bananowego niezwykle ważne jest określenie:
- rodzaju przewijanego materiału (papier, folia PP, folia PE, włóknina, itp..)
- prędkości pracy
- temperatury pracy
- obecności substancji chemicznych
- naprężenie przewijanego materiału
Wszystkie te parametry mają niezwykle istotny wpływ na dobór odpowiedniej mieszanki. Jedynie udostępnienie ich wszystkich pozwala na wybór pokrycia gwarantującego długą i bezproblemową pracę. Od wielu lat zajmując się doborem, instalacją oraz projektami wałów bananowych. Posiadane przez Nas doświadczenie gwarantuje dobór mieszanki odpowiadającej konkretnym warunkom produkcyjnym.
2. Budowa wału bananowego
Wały bananowe o stałym kącie ugięcia posiadają stałe wychylenie (ugięcie) osi. Ugięcie wału jest różne w zależności od jego średnicy i wacha się zwykle w granicy od 1 do 1,6%.
Mocowanie wału odbywa się w uchwytach z których jeden wyposażony jest w przekładnię ślimakową a drugi jest uchwytem biernym. Przekładnia ślimakowa zakończona kołem ręcznym w łatwy sposób pozwala na regulacje położenia ugięcia, czyli wychylenie wału bananowego od osi. Operator w zależności od przewijanego materiału (często może to być ten sam materiał ale o różnej gramaturze) reguluje stopień dosunięcia wału do przewijanego materiału. Regulacja położenia ugięcia, przez operatora, pozwala na takie jego ustawienie aby uzyskać najlepsze „wyłożenie się” przewijanego materiału i rozprowadzeniu marszczeń uzyskując gładki materiał.
3. Koło pasowe wału bananowego
Korpus wału bananowego napędzany jest dzięki sile tarcia, występującej między przewijanym materiałem a jego gumową częścią. Czasami jest to niewystarczające aby uzyskać zadowalający efekt rozprowadzenia marszczeń. Dlatego też, zwykle gdy przewijany materiał jest bardzo cienki, bardzo rozciągliwy lub bardzo gruby, wał bananowy wyposażony jest dodatkowo w koło pasowe.
Koło pasowe umieszczone jest na końcu korpusu i służy do jego niezależnego napędzania. Koło pasowe współpracuje z niezależnym napędem a jego prędkość liniowa powinna być taka sama jak prędkość liniowa urządzenia. Standardowo, stosujemy koło pasowe typ SPZ.
Czy wiesz, że chętnie doradzimy w doborze wału bananowego?
Więcej informacji o wałach bananowych znajdziesz TUTAJ.
Jesteśmy do Twojej dyspozycji.